电磁脉冲焊接原理
电磁脉冲焊接是特种焊接的新军,它起源于上世纪70 年代初期,是固态冷焊的一种,可以将属性相似或不相似的传导金属焊接在一起。
两个被焊工件在强脉冲磁场作用下,产生瞬间高速碰撞,材料表层在很高的压力波作用下使两种材料的原子在原子间距离内相遇, 从而在界面上形成了稳定的冶金结合。
该技术有别于现有的传统焊接技术和工艺,是一种具有革命性和划时代意义的全新焊接加工技术。
电磁脉冲焊接将引领特种焊接的新潮流
一、基本原理
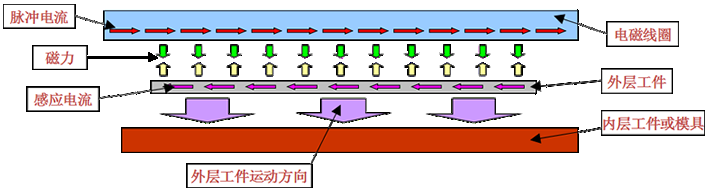
二、焊接过程
把需焊接的工件放入特制工作线圈中,并保持一定间隙互不接触;
脉冲装置充电完毕,打开放电开关,几百千焦至上千千焦的电能在数十微秒中通过工作线圈快速释放;
强大的洛伦兹力,使工件具有超高速度、极大的动能,在猛烈的撞击中实现焊接。
通过改变工作线圈的结构,我们既可焊接管状工件,也可焊接板状工件。
三、技术优势
★固态冷焊,一次成型
★工艺成型速度快,生产率高,质量稳定、可靠
★焊接结头质量的一致性很好,易于实现生产自动化
★连接处比原材料更牢靠
★无需助焊剂和钎料,成本低廉
★绿色环保,“低碳”工艺
整个过程无热、无辐射、无烟、无废气、无火花、无冷凝水,无辅材消耗,能耗很低
在美国德州汽车公司(TI AUTOMOTIVE),磁脉冲焊接技术将冗余工艺和废料从12%降到0%,由此将直接成本降低了15%,并减少了生产线上三个辅助工作站。考虑焊接产品良率高、对环境和工人的要求低等因素,可再减少间接成本15%。从而将焊接总成本降低30%以上。
四、与传统焊接的对比
